不要错过我们上传的保定博野 当地 高比重硫酸钡砂大品牌视频!它将为您提供比图文更直观、更全面的产品介绍,点击观看,让您轻松了解产品详情。
以下是:博野保定博野 当地 高比重硫酸钡砂大品牌的图文介绍

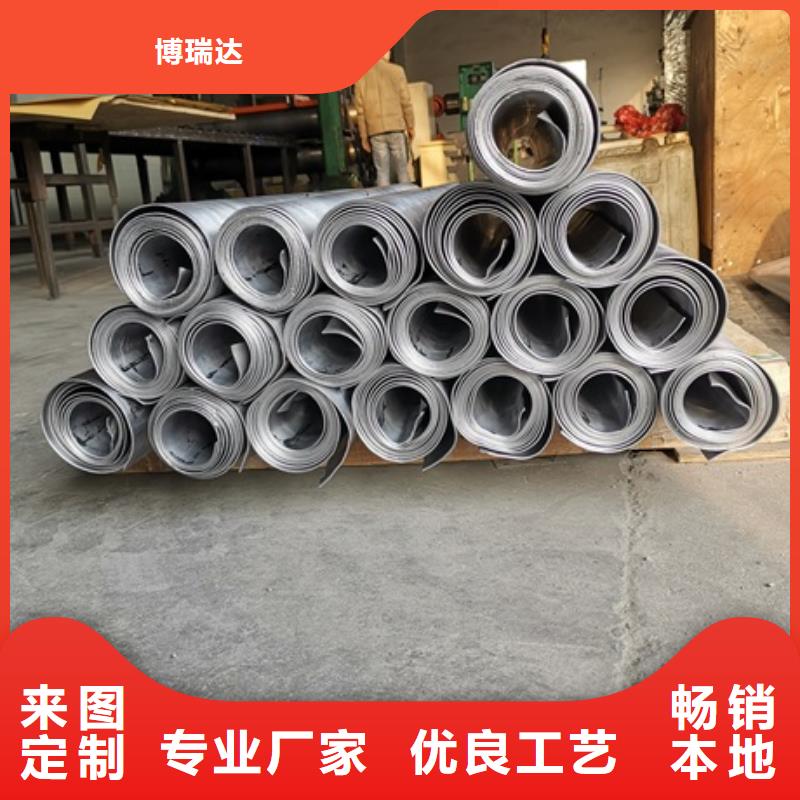
铅板要如何焊接呢?方法有几种?具体来了解一下。 一是热熔法:先做一模具把需要焊接的铅体摆放置好,使用气焊熔化相同的补料就可以焊接好的,需要控制温度不可以过高,电流密度和原来母材没有多大差别。 二是用氩弧焊设备,调整好电流,备好铅焊料,把所要焊的铅板摆放好就可以 1)熔嘴电渣焊: 铅板的熔嘴电渣焊的电极为固定在接头间隙中的熔嘴(一般由钢管和钢板焊成)和焊丝构成,焊丝由送丝机构经熔嘴不断向熔池中送进。根据医用铅门的焊件厚度,熔嘴可以是单个或多个,可以制成曲线或曲面形状,用于不同形状的焊缝焊接。由于设备较简单且通用性强,又可在难以达到的部位进行焊接,因此目前已成为对接和丁字接头的主要焊接方法。 2)管极电渣焊: 铅板的管极电渣焊是熔嘴电渣焊的特殊形形式,当被焊件较薄(如20一60mm)时,熔嘴可简化为一根或两根管子,在管子外面上硫酸钡涂料,绝缘作用,焊丝通过管子不断向渣池送进,从而进行电渣铅门焊接。管外表面的硫酸钡涂料有焊接时不会与工件短路,由于装配间隙可以减小,因而可以节省焊接材式硫酸钡涂料和提高工效。一般多用于薄板及曲线焊缝的焊接。 3)铅板极电渣焊: 铅板极电渣焊的电极为金属板,根据被焊厚度不同,可采用一块或数块铅板进行焊接,通过送进机构将电极不断送进熔池,板极不做横向摆动,可得到致密可靠的焊接接头。铅板极可以是铸造的也可以是锻造的,其长度一般约焊缝长度的3倍以上,由于长度和自身刚度限制,焊接装置越高,所以板极电渣焊受板极送进宜用于大断而短焊缝焊接。


铅板行业和其他众多行业一样,服务永远是位的,在式样、造型、色彩等方面并不会因为品牌的不同而有太大的差别,因此终吸引消费者的就是服务,从接受消费者电话咨询、展厅接待到售后服务等,任何一个环节都不能马虎。随着提出的“一县一科”(核医学科)推进和PET/CT装机量增大,核医学得以迅猛发展,而与核医学科相配套的防护监测设施并未跟上其发展步伐。在核辐射安全意识越来越普及的今天,核医学从业人员对核素防护及监测设备更重视,需求更迫切。



博瑞达有限公司始终秉承“责任、诚信、创新、共赢”的核心价值观,遵循“优质、准点、安全、文明、高效”的方针,本着“始于用户需求、高于用户期望”的服务理念,为用户提供的 铅玻璃、和服务,帮助用户和员工实现价值的同时,积j i回报社会,追求企业与环境和谐持续发展,助推 铅玻璃、行业发展,履行一个优秀企业的社会责任。






 扫一扫
扫一扫